برای جابجایی بار به کمک جرثقیل ها و بالابرها به تجهیزاتی به نام slings یا تسمه ها و متعلقات باربرداری Riggings Accessories نیاز است.
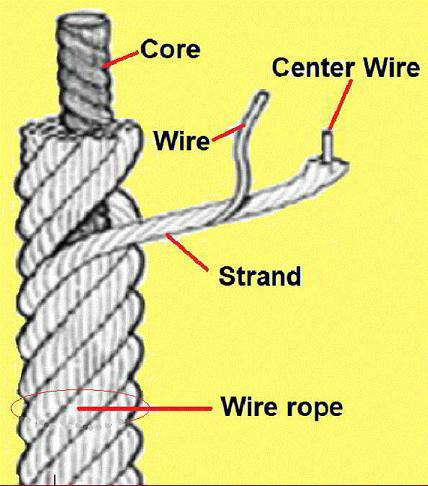
هر سیم بکسل از سه جز تشکیل شده است:
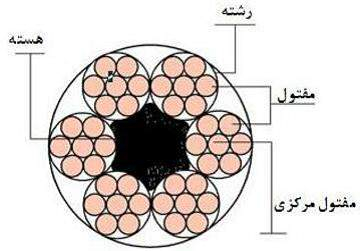
مغزی: قسمت اصلی سیم بکسل را مغزی تشکیل میدهد. مغزی از جنسی ساخته میشود که قابلیت نگهداری استرندها را در شرایط مختلف داشته باشد. موادی که در ساختمان مغزی بکار میرود از الیاف گیاهی، مصنوعی و یا فولاد باشند. مغزی فولادی خود یک استرند مستقل است.
مغزی الیاف FC: Fibre Core
مغزی سیم بکسل مستقل IWRC: Independent Wire Rope Core
مغزی استرند مفتول WSC: Wire Strand Core
مغزی پلاستیکی PC: Plastic Core
تقسیم یکسان تنش ناشی از استرندهای اطراف به دور خود.
جلوگیری از ارتباط بین استرندها با یکدیگر که موجب افزایش فشار درونی و افزایش سفتی میشود.
ضمنا مغزی سیم بکسل، ضربه و شوک ناگهانی وارد بر سیم بکسل را درون خود جذب کرده و بعلت جذب روغن در خود، داخل سیم بکسل را همواره روغن کاری میکند.
مغزی، ستون اصلی سیم بکسل ها است.
استفاده از روغن مناسب و برنامه منظم روغنکاری، نقش مهمی در افزایش عمر مفید سیم بکسل داشته و در نهایت ضریب ایمنی کار نیز افزایش می یابد یکی از کارهایی که هنگام تست جرثقیل انجام می شود، چک کردن سلامت سیم بکسل ها می باشد .
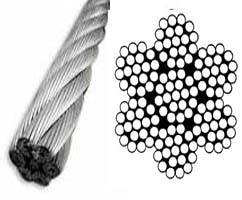
بر اساس تعداد استرند ها در سیم بکسل
براساس تعداد مفتول ها در استرند
بر اساس ساختار سیم بکسل یا ترتیب هندسی مفتول ها در سیم بکسل
سیم بکسل ۱۹*۶ یعنی ۶ استرند و ۱۹ مفتول
سیم بکسل ۳۷*۶ یعنی ۶ استرند و ۳۷ مفتول

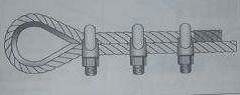
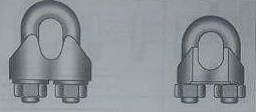
گیره سیم بکسل (Clip): این گیره ها بعلت سهولت در ساخت، کاربرد و نیز ارزان بودن در مقایسه با سایر اتصالات پرکاربرد هستند. این اتصالات، معمولا با عناوینی چون بست U شکل، بست زین شکل و بست دو مهره نیز نامیده میشود.
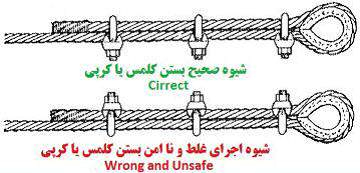
با توجه به اینکه قسمت قوس گیره روی بخش مرده سیم بکسل یا انتهای آزاد آن(Dead End) قرار گرفته و پیچ و مهره ها در قسمت زنده سیم بکسل محکم میشوند، بیشترین فشار مطابق شکل زیر بر ناحیه زنده سیم بکسل وارد میشود.مقدار فشار وارده به قسمت حلقه نگهدارنده (Thimble) به اندازه ۵۰% کاهش می یابد.
تعداد بست هایی که در انتهای سیم بکسل نصب میشوند بستگی به قطر سیم بکسل دارد.
طول مجاز سیم بکسل را با توجه به جداول موجود به شکل حلقه برگردانید و سپس اولین بست را از انتهای سیم بکسل ببندید.
بست دوم را تا حد امکان نزدیک حلقه ببندید و مهره ها را به آرامی سفت کنید.
بست های بعدی را بین بست اول و دوم ببندید و مهره ها را به آرامی سفت کنید.
باری را از سیم بکسل آویزان کنید که وزن آن مساوی یا بیشتر از بارهایی باشد که سیم بکسل قرار است آنها را جابجا کند.
در صورت فقدان هر گونه اشکال، تمام پیچ ها و مهره ها را پس از بازدید مطابق Torque قید شده سفت کنید.
از آنجا که بست ها تحت تاثیر نیروی کششی، ممکن است پس از مدتی شل شوند. بنابراین بازدید مرتب و سفت کردن آنها اهمیت زیادی در ایمنی عملیات دارد.
وجود یک برنامه منظم ایمنی و بازرسی فنی سیم بکسل ها، نقش موثری در کاهش حوادث و افزایش کارایی تجهیزات و عملیات باربرداری دارد.
داشتن برنامه بازرسی قبل از شروع کار و بازرسی دوره ای از سیم بکسل ها الزامی است. بازرسی تجهیزات قبل از شروع کار، ضمن حفاظت از جان خود و سایرین، از لحاظ اقتصادی نیز با کم کردن حوادث کمک شایان توجهی به پیشرفت عملیات خواهد کرد.
ابتدا یافتن نقاطی است که دارای بیشترین تعداد مفتول شکسته است. برای این کار، میبایست کل طول سیم بکسل را بازدید چشمی نمود. البته چنانچه سطح سیم بکسل آغشته به روغن و آلودگی باشد باید قبل از بازرسی کاملا تمیز شود.
در مورد سیم بکسل های نازک، شکستگی مفتول ها در استرند با خم کردن و باز و بسته کردن سیم بکسل در نقاط مختلف، قابل تشخیص است.
تعیین اندازه قطر سیم بکسل بوسیله کولیس ورنیه مرحله بعدی بازرسی است. برای اطمینان از صحت اندازه گیری، میانگین چهار اندازه گیری انجام شده، قطر واقعی سیم بکسل را بدست خواهد داد.

زنجیر از رایج ترین انواع اسلینگ است که با توجه به قابلیت شکل پذیری و مقاومت در برابر کشش، سایش و حرارت زیاد، کاربرد زیادی در جابجایی اجسام دارد.
فرآیند ساخت زنجیر: پس از فرآیند ذوب فولاد آلیاژی (Melting Process) حلقه های زنجیر توسط عملیات جوشکاری برق یا گاز شکل یافته و وارد مرحله سوم یا مرحله عملیات حرارتی (Heat Treatment) میشود. در این مرحله حلقه های جوشکاری شده طبق استانداردهای موجود تحت عملیات حرارتی قرار گرفته و زنجیر آماده انجام آزمون Proof Test میشود.
توسط دستگاه مخصوصی، طول مشخصی از زنجیر طبق جدول زیر به دو فک دستگاه بسته شده و نیروی مشخصی در زمان معین به نمونه زنجیر وارد میشود و نتایج آن طبق جداول موجود مقایسه و ارزیابی میشود.
زنجیرها در انواع مختلف ساخته شده و معمولا بر پایه تعداد ساقه ها( Leg ) و نوع اجزا طبقه بندی میشوند.
S : به معنی تک ساق single leg sling
SB : به معنی بسکتی یا سبدی single basket
D : دو ساق double leg sling
DB : دو بسکتی double basket
T : سه ساق tripe leg sling
SE : بسکی نقاله ای single endless basket
Q : چهار ساق quadruple leg sling
DE : دو بسکت نقاله ای double endless basket
C : تک ساق با حلقه اتصالی در هر انتها
S : قلاب اسلینگ Sling Hook
:G قلاب چنگکی Grab Hook
F: قلاب ریخته گری Foundry Hook
O : حلقه مستطیل شکل oblong master link
P: حلقه گلابی شکل pear shaped master link
حداکثر بار دینامیک یا استاتیک بر حسب پوند یا کیلوگرم که به شکل نیروی تنشی مستقیم بر طول مشخص، مستقیم و صدمه ندیده زنجیر وارد شده تا ظرفیت آن ارزیابی شود.
هر گونه بار و فشار استاتیک یا داینامیک بیش از مقدار SWL/WLL را بار اضافه گویند.
آزمونی کششی برای کنترل کیفیت زنجیر با هدف ارزیابی جوش و کیفیت مواد سازنده زنجیر.
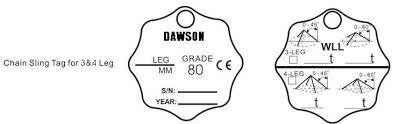
زنجیر باید دارای مشخصات ذیل باشد:
گرید (درجه) عمل حک کردن گرید به ۳ صورت است:
درج مشخصات فوق روی کلیه زنجیرها الزامی است. و گاهی موارد زیر نیر نیز توسط سازنده مشخص میشود:

اتصالاتی که به بلت متصل میشوند باید دارای مقاومت کافی به اندازه دو برابر ظرفیت بلت بدون ایجاد تغییر شکل دائمی در آن باشند.
بعلت داشتن نرمی نسبی و پهنای مناسب، آسیب کمتری به بارهایی که رنگ یا پولیش شده اند وارد میکند.
برای جابجایی اجسام شکستنی نسبت به سیم بکسل و زنجیر مناسب ترند.
بدلیل قابلیت انعطاف، شکل پذیری بالایی داشته و براحتی بار را مهار میکنند.
بدلیل عدم زنگ زدگی، هیچگونه آسیب و لکه ای به قطعات پیش ساخته و تزئینی سنگی و بتنی وارد نمیکند.
در محیط هایی که خطر برق گرفتگی وجود دارد، بعلت نارسانا بودن، بلت ها مزیت بسیار زیادی دارند.
کمترین میزان پیچ خوردگی و تاب خوردگی را درحین جابجایی بار ایجاد میکند.
بدلیل وزن کم، براحتی قابلیت باز و بسته شدن را دارد.
از لحاظ اقتصادی مقرون به صرفه است.
یک برنامه بازرسی خوب نه تنها شرایط کاری ایمن را برای کار با اینگونه تجهیزات مهیا میسازد، بلکه باعث افزایش طول عمر تجهیزات شده و هزینه های مربوط به خرابی و تعمیر و نگهداری را کاهش میدهد.
قبل از هرگونه استفاده از بلت، تمام طول بلت از لحاظ نشانه های آسیب دیدگی باید مورد بازدید قرار گیرد. مراحل بازرسی:
بازرسی اولیه: این بازرسی توسط بازرس مجاز برای تمام بلتهای نو و تازه تعمیر انجام میشود.
بازرسی مکرر: روزانه قبل از شروع کار توسط کاربر انجام میشود.
بازرسی دوره ای: توسط بازرس مجرب و براساس تعداد دفعات استفاده از بلت، شرایط عملیات و… انجام میشود. بازرسی دوره ای حداقل سالی یکبار انجام میشود.
ضعیف شدگی خارجی: بدلیل کشیدن بلت روی سطوح سفت. بطوریکه الیاف آن ضعیف شده و الیاف آن حالت بیرون زدگی پیدا میکنند.
ساییدگی موضعی: متمایز از ضعیف شدگی عمومی بوده و میتواند ناشی از عبور بلت از لبه های تیز بار باشد.
بریدگی یا پارگی: ناشی از بی توجهی حین استفاده منجر به آسیبهای داخلی و خارجی میشود.
ضعیف شدگی داخلی: ناشی از باز و بسته کردن مکرر بلت، بویژه زمانیکه بلت مرطوب است.
کشیدگی دائم بلت: ناشی از جابجایی بارهای سنگین
آسیب دیدگی اتصالات انتهایی: چشمی ها و…
پوسیدگی و کپک زدگی
از بین رفتن برچسب یا لیبل بلت
مواجهه بیش از حد با نور خورشید
گرمای بیش از حد یا سوختگی بلت








با سلام و درود مهندس جان سوال بنده این است که دستگاهی برای بازرسی سیم بکسل هستش که مفتول های شکسته داخل سیم بکسل رو مشخص کنه؟
با سلام و احترام
مهندس جان بله دستگاهی است به نام wire rope tester . این دستگاه بنا به قطر سیم بکسل سایزهای مختتلف داره ، با شار مغناطیسی کار میکنه، یه هسته آهنربایی داخلشه که شار رو ایجاد میکنه و چنانچه وایرهای داخلی دچار شکست یا پوسیدگی بعلت زنگ زدگی ، فشار و غیره شده باشند را مشخص می کند.
سلام مهندس من دنبال یک فرمول میگردم که بر اساس وزن بار وایر باربرداری رو اتنخاب کنم .مثلا یک باری به وزن ۹۰ تن دارم می خوام با چهار تا سیم بکسل بلندش کنم . نحوه محاسبه سایز سیم بکسلها چگونه است ؟ بر اساس تجربه میدونم چه وایری مناسب هست آما میخواستم فرمولش رو بدونم بصورت علمی ممنون میشم پاسخ بدید.
سلام
برای محاصبه تناژ مجازی که هروایر مجازه باربلند کنه دو فرموله
اولی قطر وایر بتوان ۲ ضربدر۸ میکنیم عدد بدست امده مقدرمجاز
باربرداری وایره. توجه داشته باشید قطروایر که با کولیست
بدست میاد ان عدد بر حسب mm است و حتما بلید ان را
به اینچ تبدیل کنیم، بعد بتوان دو ضرب هشت
فرمول
دوم :
قطر
وایر تقسیم بر ۲۵ هرعددی که شد ضرب خودجواب میکنیم ضرب
۸ میکنیم
۱۲تقسیم ۲۵=۰/۵ضرب ۰/۵=۰/۲۵ضرب ۸=۲ تن