بازرسی ذرات مغناطیسی MT – بازرسی جوش MT
در بازرسی جوش به روش تست ذرات مغناطیسی MT که یکی از روش های تست غیر مخرب NDT در بازرسی جوش و سایر اجسام برای پیدا کردن عیوبی سطحی و زیر سطحی در مواد فرو مغناطیس می باشد.
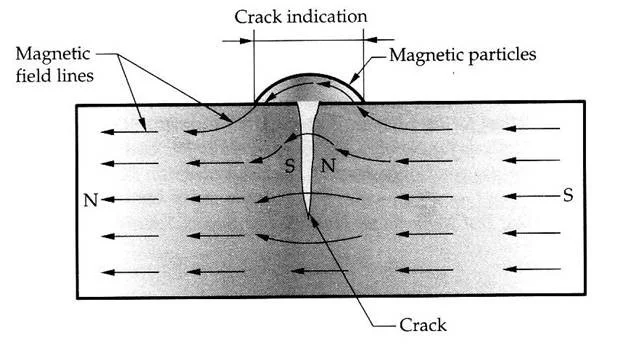
در روش بازرسی ذرات مغناطیسی MT ابتدا قطعه را مغناطیس کرده و شار مغناطیس در قطعه بوجود می آید، بعد از بوجود آوردن میدان مغناطیسی اگر ناپیوستگی و یا عیبی در هنگام تست MT در قطعه وجود داشته باشد که خطوط میدان مغناطیسی را قطع کند، نشتی شار مغناطیسی ایجاد می گردد و باعث ایجاد قطبیت می شود، با پاشیدن ذرات بسیار ریز پودر اکسید آهن به روی قطعه، هر قسمت که نشتی میدان وجود داشته باشد باعث جذب ذرات و در نتیج تشکیل یک اثر می گردد و نهایتا باعث آشکار سازی عیب در روش تست MT می شود.
بنابر این شرط پیدا کردن ناپیوستگی در روش تست ذرات مغناطیسی MT آن است که ناپیوستگی خطوط میدان را قطع نماید، بنابراین باید قطعه را حداقل در ۲ جهت عمود برهم تست MT نمود.
در آزمایش ذرات مغناطیسی MT در بازرسی جوش و سایر فلزات می توان توسط تکنیک های مختلف میدان های طولی ، عرضی و یا برداری از این دو میدان را در قطعه ایجاد نمود. نوع وجهت میدان بر اساس نوع و قطعه و جهت ناپیوستگی مورد نظر در بازرسی جوش MT تعیین و انتخاب می گردد.
الف- پودر خشک
ب- پودر تر(جوهر)
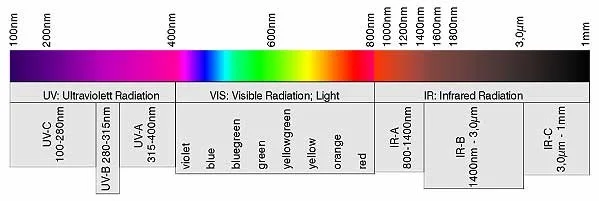
در بازرسی ذرات مغناطیسی MT و بازرسی جوش MT قابل ذکر است که ذرات مغناطیسی از پودر آهن با اکسید آن تهیه می شوند و از نظر قابلیت دید به دو نوع قابل رویت (که در زیر نور سفید قابل مشاهده می باشد) و فلورسنتی (در زیر نور ماورابنفش در تاریکی درخشش می کنند) تقسیم بندی می شوند.
در بازرسی جوش MT (تست ذرات مغناطیس MT) می توان از جریان متناوب و مستقیم استفاده کرد. برای پیدا کردن عیوب سطحی در بازرسی ذرات مغناطیسی MT جریان AC و برای پیدا کردن عیوب زیر سطحی جریان DC مناسب است.

در یک استوانه توپر به عنوان ساده ترین شکل میدان مغناطیسی می تواند دو نوع باشد:
۱- مدور (Circular )
۲- طولی ( Longitudinal )
صفحه عیب در تست ذرات مغناطیسی MT بایستی اساساً عمود بر میدان باشد.
میدان یا فلاکس طولی ترک محیطی یا مدور را نشان می دهد و میدان مدور ترک طولی را نشان می دهد.
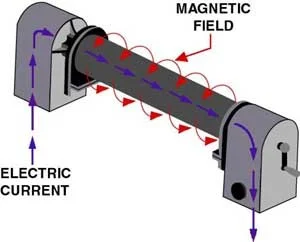
مغناطیسی نمودن طولی( Longitudinal Magnetization )
میدان مغناطیسی که خطوط قوا عمدتأ در جهت موازی محور اصلی قطعه عبور کند میدان طولی می گویند.
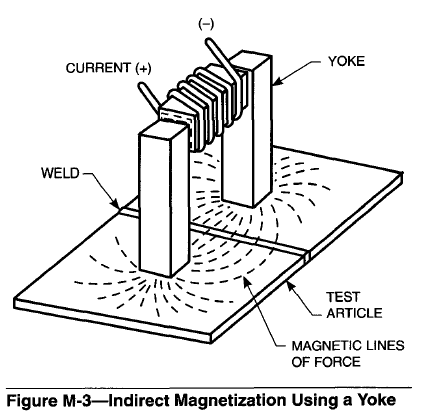
۱- یوک های الکترومغناطیسی (AC,DC )
۲-کویل مغناطیس ساز ( قابل انعطاف و صلب )
۳- تکنیک های عبور میدان مغناطیسی ( آهن ربای دایمی )
وقتی شئ دارای عدم پیوستگی عرضی باشد و بطریق طولی مغناطیسی شده باشد، نشتی میدان سبب می شود ذرات مغناطیسی در تست MT روی آن جذب شوند و شکل عدم پیوستگی را بخود بگیرند.
در بازرسی ذرات مغناطیسی MT و بازرسی جوش MT ایجاد میدان مغناطیسی مدور در قطعه، مستقیمأ ناشی از عبور جریان از قطعه و یا هادی مرکزی می باشد. خطوط میدان مغناطیسی در تست MT کاملأ قطعه را در بر می گیرند و تنها در سطح شکستگی ها یا محل عدم پیوستگی بصورت نشت میدان از سطح قطعه خارج می شوند. با دستگاه های جدید در تست MT امکان مغناطیس سازی مدور و طولی به طور همزمان در یک مرحله وجود دارد. این روش به اسم مغناطیسی کردن چند جهته(Multidirectional Magnetism) شناخته شده است.
جریان مورد نیاز برای القاء میدان طولی در منطقه بازرسی ذرات مغناطیسی MT.
قطعاتی که در نزدیکی دیواره کویل جا گرفته اند.
Ampere – turn = NI= K(L/D)
Ampere-turn=45000/(L/D)(±۱۰%)
L: طول قطعه استوانه ای شکل D: قطر K: عدد ثابت ( ۴۵۰۰۰)
رابطه Ampere-turn=45000/(L/D) در شرایط زیر قابل قبول است:
سطح مقطع قطعه از یک دهم دهانه بازکویل در زمان بازرسی ذرات مغناطیسی MT بیشتر نباشد. طول قطعه یا قسمتی از قطعه که باید در بازرسی جوش و یا بازرسی اجسام مغناطیسی شود نباید از طول ۱۸ً(۴۶ cm) بیشتر باشد.
قطعه باید دارای نسبت L/D کوچکتر از ۴ و بیشتر یا برابر ۲ باشد.
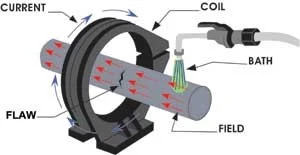
قطعه در داخل کویل قرار میگیرد بطوریکه طول آن موازی میدان اعمالی (محور کویل) باشد.
NI=43000R/µ(effective)(±۱۰%)
N: تعداد حلقه ها I: جریان برحسب آمپر R: شعاع سیم پیچ بر حسب اینچ ۶L/D-5= effective))µ
معادله بالا در تست MT برای قطعاتی بکار میرود که سطح مقطع شان از یک دهم کویل بیشتر نباشد (low fill factor).
این روش یکی از تکنیک های مغناطیسی کردن در تست MT است که در آن جریان از داخل کابلی که بطور چسبان به دور قطعه پیچیده شده است عبور میکند.
در این روش تست ذرات مغناطیسی MT عیوبی که موازی حلقه های کابل باشند تشخیص داده می شوند.
منطقه موردر بازرسی ذرات مغناطیسی MT بایستی بین حلقه های سیم پیچ درست شده قرار گیرند. سیم پیچ بایستی روی قطعه در فواصلی به اندازه سیم پیچ جهت حصول بررسی کامل قطعه حرکت نماید.
Ampere turns(Nl)=35000/(L/D+2)(±۱۰%)
سطح مقطع قطعه از یک دوم سیم پیچ بیشتر باشد.
قطعه در پایین کویل قرار گیرد.
پرمابیلیته قطعه بیشتر از (۵۰۰ گوس بر اورستد) یا Henry (H)/ meter (m) ۶ ̄۱۰×۳/۶۲۸
نسبت L/D برابر یا بزرگتر از ۳ باشد.
این روش تکنیکی از مغناطیس کردن در تست MT است که در آن جریان از کابل عایق دار که در منطقه مورد بازرسی موازی سطح قطعه قرار گرفته است عبور می کند. این تکنیک بازرسی ذرات مغناطیسی MT تشخیص عیوبی که موازی کابل هستند و یا دارای جهت ۴۵ درجه نسبت به جهت میدان هستند را فراهم می سازد.

اگر جریان از درون قطعه عبور کند یک میدان مدور در قطعه ایجاد می کند. این نوع میدان در تست MT برای تشخیص عیوب موازی با محور طولی و یا با جهت گیری با زاویه ۴۵ درجه نسبت به محور اصلی مناسب است.
از ۷۰۰ تا ۹۰۰ آمپر بر اینچ برای قطعاتی با قطر تا ۵ اینچ
از ۵۰۰ تا ۷۰۰ آمپر بر اینچ برای قطرهای بیش از ۵ اینچ
از ۱۰۰ تا ۳۰۰ آمپر بر اینچ برای قطرهای بیش از ۱۵ اینچ
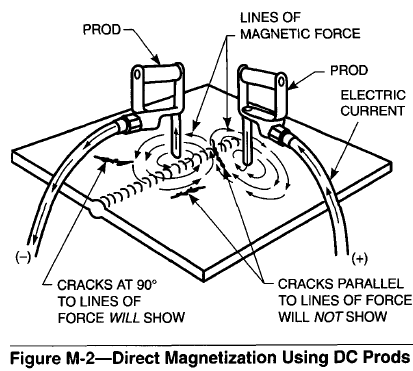
در بازرسی ذرات مغناطیسی MT با تکنیک عبور جریان بوسیله پرادها از منبع خارجی بین دو نقطه تماس در سطح تجهیز از طریق دو پرادی که بوسیله دست نگهداری می شوند عبور داده می شوند.
میدان تولید شده بین پرادها در تست ذرات مغناطیسیMT مدور می باشد.
تکنیک پراد تماسی در تست MT توانایی خاصی برای تشخیص عیوبی که کاملا در زیر سطح قرار گرفته اند و اغلب در عمق هستند دارد.
جریان بستگی به فاصله پرادها و ضخامت قطعه دارد.
برای ضخامت کمتر از ʺ¾ (۱۹ میلیمتر) جریان مورد نیاز ۹۰ تا ۱۱۰ آمپر بر اینچ (فاصله پرادها) می باشد.
برای قطعات با ضخامت ʺ¾ و یا بیشتر جریان مورد نیاز ۱۰۰ تا ۱۲۵ آمپر بر اینچ (فاصله پرادها) می باشد.
حداکثر فاصله بین پرادها در آزمایش ۸ اینچ می باشد.
بکار گیری پرادها با فاصله ای کمتر از ۳ اینچ بعلت پل زدن و چسبیدن ذرات اطراف پرادها عملی نمی باشد.
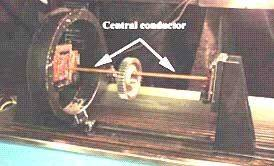
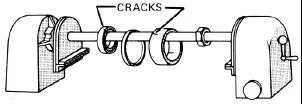
بکار گیری هادی مرکزی در تست MT برای بازرسی اجسام مورد آزمایش سیلندری شکل و تو خالی می باشد.
استفاده از هادی مرکزی در تست MT برای بازرسی تعداد زیادی از قطعات سیلندری شکل کوچک مثل فنرها، مهره ها و واشرهای سیلندری کوتاه در یک مرتبه انجام می گیرد..
برای اجسام با قطرهای مختلف ، بازرسی MT در مراحل مختلف با مقادیر جریان متناوب انجام می گیرد.
این روش تست MT برای پیدا کردن عیوب طولی درونی و برونی سیلندرها و ترکهای عرضی در سیم ها و فنر ها بکار گرفته می شود.
در بعضی شرایط نسبت L/D قطعه بگونه ای است که سیم پیچ (Coil Shot) مؤثر نیست. لذا تست MT در تکنیک دو مرحله ای Head Shot و Coil Shot نیز نمی تواند بطور رضایت بخشی تمامی عیوب را در هر جهتی مشخص کند.
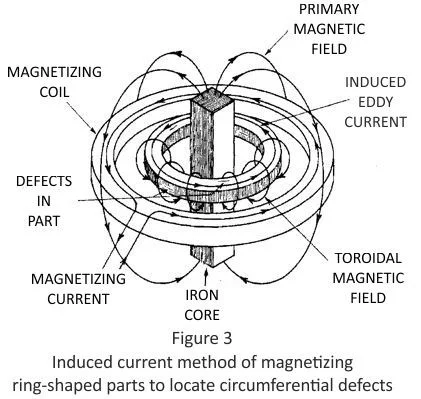
بازرسی دور یاتاقان با استفاده از روش القاء جریان انجام میگیرد. در این روش تست MT در یک مرحله با استفاده از میدان مغناطیسی مارپیچی (Toroidal) کلیه عیوب قطعه مشخص میشود.
آزمایش با ذرات مغناطیسی خشک در تست MT معمولأ بصورت موضعی با Prod انجام می شود.

در روش تر(تست ذرات مغناطیسی MT ) از ذرات مغناطیسی فلورسنت یا غیر فلورسنت بصورت معلق در محلول ناقل و با غلظت مشخص ، توسط اسپری یا دوش بر مناطق مورد بازرسی MT اعمال می شود.
بازرسی جوش MT با روش پیوسته یا continuous: در حین اعمال جریان مغناطیس ساز اعمال می شود.
بازرسی جوش MT با روش پسماند یا residual: بعد از قطع میدان ناشی از جریان بر روی قطعه اعمال می گردد.


غلظت حمام برای ذرات فلورسنت بایستی بین ۰.۱ تا ۰.۵ میلی متر و برای ذرات غیر فلورسنت ۲.۱ تا ۴.۲ میلی متر (در۱۰۰CC ) طبق استاندارد ASME باشد. مگر اینکه توسط سازنده توصیه دیگری شود. ناقل سوسپانسیون ، نفت یا روغن با ویسکوزیته کم یا آب اصلاح شده می باشد.
مواد نفتی که در آزمیش ذرات مغناطیسی تر بکار گرفته می شوند بایستی مشخصات زیر را داشته باشد:
ویسکوزیته کم بگونه ای که مانع حرکت ذرات نشود max.5 centistokes) در دمای محیط) .
دارای مینیمم (۵۷درجه سانتی گراد) ۱۳۵ درجه F FLASH POINT باشند تا خطر آتشگیری حداقل باشد.
فلورسانس ذاتی کمی دارا باشد. منظور اینکه فلورسانس بودن ماده حامل با فلورسانس بودن ذرات تداخل قابل ملاحظه ای بوجود نیاورد.
بدون بو باشد بطوریکه مورد اعتراض استفاده کننده در زمان تست MT قرار نگیرد.
غیر فعال باشد یعنی ذرات معلق را تجزیه و فاسد نکند.
آب ممکن است بعنوان ماده حامل (سیال حامل) برای روش ذرات مغناطیسی تر استفاده شود به شرط اینکه عوامل اصلاح کننده مناسب که خاصیت تر کنندگی را می افزایند و همچنین عوامل ممانعت کننده خوردگی قطعات و تجهیزات که مورد آزمایش MT قرار میگیرند، به آن افزوده شود.
خواص توصیه شده برای آب محتوی عوامل اصلاح کننده برای آزمایش ذرات مغناطیسی مرطوب از مشخصه ترکنندگی خوبی برخوردار باشد.
از قابلیت توزیع خوبی در تست MT برخوردار باشد. ذرات مغناطیسی بخوبی توزیع شوند بدون اینکه ذرات بصورت آگلومره شده تجمع کنند.
حداقل کف کردن در بازرسی ذرات مغناطیسی MT، نبایستی بیش از حد کف تولید شود که میتواند با عیوب تداخل نماید و یا سبب می گردد که ذرات بصورت کفباره ای بر روی کف قرار گیرند.
غیر خورنده باشد: نبایستی در بازرسی ذرات مغناطیسی MT سبب خوردگی قطعات مورد آزمایش یا تجهیزات مورد استفاده شود.
ویسکوزیته کم باشد: آب اصلاح شده نبایستی از ویسکوزیته بیش از ۵CST در درجه حرارت ۱۰۰Fبرخوردار باشد.
غیر فلورسانس باشد، آب اصلاح شده نباید فلورسانس باشد بخصوص که قصد بکار گیری آن با استفاده از مواد فلورسنت در نظر باشد.
تکنیک های آزمایشی برای قطعات با آلیاژ ، شکل و شرایط مختلف
مغناطیسی نمودن در تست MT با استفاده از Coil Shot و کار با میدان مدور بدون توجه به اندازه جسم کاملأ رضایت بخش می باشد. اگر چه برای قطعات خیلی بزرگ در بازرسی ذرات مغناطیسی MT محدودیت وجود دارد.
برای قطعات خیلی بزرگ بکار گیری Coil Shot و میدان طولی غیر عملی می باشد. در این حالت قطر کویل لازمست خیلی بزرگ باشد.
از آنجا که مساحت سطح مقطع قطعه نباید بزرگتر از ۱۰.۱ سطح مقطع کویل باشد. بنابراین برای یک محور شش اینچی یک کویل به قطر ۱۹ اینچ و برای قطعه به قطر ۱۲ اینچ ، قطر کویل بایستی ۳۸ اینچ باشد. بطور مشابه جریان مورد نیاز برای قطعات بزرگ بایستی زیاد باشد.
در بازرسی ذرات مغناطیسی MT برای حالت مغناطیسی کردن مدور جریانی معادل ۱۰۰۰A بازاء هر اینچ قطر قطعه مورد نیاز می باشد.
جریان مورد نیاز برای قطعه به قطر ۱۲ اینچ ۱۲۰۰۰A می باشد. برای چنین جریانی، معمولأ منابعی به این بزرگی وجود ندارد.
برای قطعات با اشکال نامنظم پیش بینی جریان و توزیع میدان در بازرسی ذرات مغناطیسی MT خیلی مشکل است. این مشکل برای قطعات بزرگ با شکل نامنظم پیچیده تر می باشد.
دو نوع جریان الکتریکی برای مغناطیسی کردن قطعات در آزمایش ذرات مغناطیسی MT مناسب هستند.
جریان مستقیم (DC)
جریان متناوب (AC)
قدرت، جهت و توزیع میدان بطور مؤثری تحت تأثیر نوع جریان مغناطیس ساز در تست MT بکار گرفته شده می باشند.
میدان تولید شده در تست MT با جریان متناوب در اثر خاصیت Skin Effect در سطح متمرکز می شود. در صورتیکه میدان مغناطیس تولید شده در اثر جریان مستقیم معمولأ در تمامی سطح مقطع قطعه نفوذ می کند.
در آزمایش ذرات مغناطیسی MT، شناخت توزیع میدان در اجسام با اشکال مختلف بی نظم ضروری می باشد.
هرچه شکل قطعه پیچیده تر باشد توزیع میدان مشکل تر می شود.
در بازرسی ذرات مغناطیسی و تست MT به منظور بررسی موفقیت آمیز، باید از شدت میدان و جهت آن متناسب با اندازه و جهت عیب اطمینان حاصل کرد.
اپراتور باید از میزان قدرت میدان و توزیع آن در داخل نمونه اطلاع داشته باشد.
در بازرسی با ذرات مغناطیسی، موفقیت آمیز بودن آزمایش قطعه یا بازرسی سطح، بستگی به بررسی دقیق و براورده شدن خواسته های بازرسی با بکار گیری اصولی مراحل زیر دارد.
الف) آماد سازی سطح مورد نیاز جهت تست MT
ب) مغناطیسی نمودن سطح مورد بازرسی MT
ج) انتخاب محیط مشخص کننده و اعمال آن
د) بازرسی و تفسیر عدم پیوستگی ها در تست MT
ه) مغناطیس زدائی
و) گزارش نویسی بازرسی ذرات مغناطیسی MT
ز) تمیز کاری نهایی (Post Cleaning)
حساسیت آزمایش متأثر از وضعیت سطح قطعه می باشد.
سطح قطعه می تواند زبر یا صاف و رنگ شده باشد. که دانستن این موارد می تواند روش خاصی را برای انجام بهترین حالت آزمایش ذرات مغناطیسی مشخص کند.
بین متد پیوسته (تر یا خشک) و پسماند جهت بازرسی ذرات مغناطیسی MT (بازرسی جوش MT) بایستی انتخاب صورت گیرد.
جریان مغناطیس ساز، جهت میدان و مقادیر جریان بایستی بطور کامل و دقیق در تست MT کنترل شود.
انتخاب محیط مشخص کننده و اعمال آن
بین محیط بازرسی به کمک پودر خشک یا تر و همچنین برای فلورسنت و یا غیر فلورسنت بودن آن باید انتخاب صورت گیرد.
همه این شرایط مستقیمأ بر حساسیت تأثیر می گذارند.
در آزمایش ذرات مغناطیسی MT یک نشانگر (Indication) می تواند، بصورت هر الگویی از ذرات مغناطیسی در سطح قطعه تشکیل شود.
دانستن بعضی از سوابق تاریخی ساخت قطعه، محل بکارگیری، ناپیوستگی های مربوطه و شناخت استاندارد در تفسیر نشانگرها در تست ذرات مغناطیسی MT کمک می کند.
مواد فرو مغناطیسی ممکن است قبل یا بعد از بازرسی MT لازم باشد مغناطیس زدایی شوند. این عمل ممکن است در بعضی شرایط همچون موارد زیر مهم باشد:
جلوگیری از صدمه رسیدن به قطعات متحرک
آماده سازی برا مغناطیسی نمودن بعدی
بمنظور جلوگیری از تداخل ابزار دقیق
قطعات تمام شده که با جوهر تر (Wet ink) مورد بازرسی MT قرار گرفته اند بلافاصله بایستی بمنظور جلوگیری از امکان خورده شدن سطح آنها یا سایش بین قطعات متحرک تمیز و خشک گردند.
آماده سازی سوسپانسیون تر و خشک برای ذرات رنگ آمیزی شده و فلورسنت
الف) خمیرهای پایه روغنی بصورت سیاه، قرمز یا فلورسنت.
این مواد برای استفاده با معلق کننده های نفتی مناسب می باشند اگر چه با اصلاح کننده های آبی مناسب هم می توان آنها را با آب بکار گرفت. با توجه به مطلوب بودن کنسانتره های خشک استفاده ازین مواد به سرعت در حال محدود شدن است.
ب) پودرهای کنسانتره خشک، سیاه ، قرمز یا فلورسنت در بازرسی ذرات مغناطیسی MT(تست MT)
یک نوع با آّب و نوع دوم با نفت به عنوان معلق کننده در بازرسی ذرات مغناطیسی MT (تست MT) استفاده می شود.
ج) اصلاح کننده های آب
برای معلق کرن خمیرهای روغنی در آب بکار می روند و هرگاه لازم باشد مقداری اصلا ح کننده به حمام آب اضافه می کنند.
کنسانتره های پودر خشک تست MT در حال حاضر برای هر دو حمام آب و یا نفت ترجیح داده می شوند(نسبت به خمیرها).
در هنگام آماده سازی اولیه حمام و یا بعد از آلوده شدن حمام، باید از کارکرد سیستم هم زن کاملأ مطمئن بود.
در مرحله بعد مخزن با نفت یا آب برای تست MT به اندازه مورد نظر پر شده و سیستم هم زن جهت حصول اطمینان از کارکرد صحیح آن بکار می اندازند.
مقدار مشخصی کنسانتره شده در مخزن حمام مایع ریخته می شود.
در حالیکه سیستم بهم زن کار می کند کنسانتره در ورودی پمپ ریخته می شود. بنابراین به سرعت به درون پمپ کشیده شده و توزیع می گردد.
بعد از ۳۰ دقیقه از عملیات ، حمام بایستی بوسیله آزمایش ته نشینی کنترل گردد. اگر ماده ته نشین شده در محدوده مورد دلخواه نباشد بایستی مقداری کنسانتره به سیستم افزوده شود یا رقیق گردد.
دستورالعمل مشابه کنسانتره های پودر خشک است. بجز اینکه خمیر را بجای اندازه گیری حجم بایستی وزن نمود.
کنسانتره وزن شده به ظرف همزن منتقل می شود . در ابتدا کمی مایع حمام به ظرف افزوده می گردد و سپس مخلوط می شود تا اینکه یک دوغاب یکنواخت تهیه شود.
سپس دوغاب در جایی که سیستم همزن وجود دارد به مایع درون تانک افزوده می گردد.
بعد از هم زدن به مدت ۳۰ دقیقه حمام با آزمایش ته نشینی کنترل می شود.
سوسپانسیون به مدت ۳۰ دقیقه بمنظور توزیع یکنواخت ذرات در محلول ناقل بهم زه می شود سپس ۱۰۰ML از حمام از طریق نازل به درون لوله گریز از مرکز گلابی شکل پمپ می شود و ۳۰ دقیقه به آن اجازه داده می شود تا ته نشین گردد.
مقدار ذرات ته نشین شده در ته لوله گریز از مرکز (اندازه گیری شده به mL) ، غلظت ماده جامد (ذرات) را در حمام نشان می هد. در اندازه گیری مواد جامد در سانتریفوژ ، مواد خارجی همچون پرز، کثیفی که بر روی ذرات ته نشین می گردند، بحساب نمی آیند.
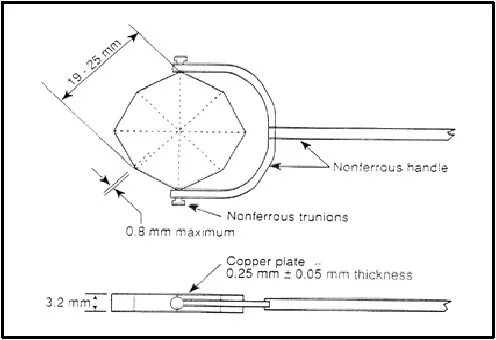
برای اطمینان از وجود میدان مغناطیسی کافی و تعیین جهت آن ، میدان را می توان با ابزار خاصی Magnetic field/Pie gauge
(indicator) هنگامیکه جریان مغناطیس ساز در بازرسی ذرات مغناطیسی MT اعمال می گردد اندازه گیری نمود.
جریان مغناطیس ساز در تست MT بایستی به اندازه کافی زیاد باشد تا در نشانگر الگویی از ذرات به وضوح شکل بگیرد.
نشانگر میدان با قرار دادن نشانگر در تست MT روی نمونه در حالیکه جریان و ذرات فرومغناطیس اعمال می گردد،به کار گرفته می شود. شکل گیری یک الگو یا مدل از ذرات مغناطیسی (معمولا به صورت متقاطع) نشان می دهد که میدان مغناطیسی با شدت کافی در نمونه آزمایش به وجود آمده است.


 (No Ratings Yet)
(No Ratings Yet)

")




